Mold flow analysis (MFA) and tool design are both very important aspects in the injection molding part design and troubleshooting process. They help assure that a new mold tool design will yield quality parts that meet or exceed expectations.
Jerry Graf is the Manager of Engineering and he’s in his third year at Ferriot. He has about 36 years of industry experience, a lot of it in the automotive industry. Over 10 years of this experience is focused on the injection molding side of things.
In this discussion, I had the opportunity to learn a lot about MDA and tool design by talking with Jerry on his experience and expertise.
Liz: Could you explain a little bit about mold flow analysis and why Ferriot uses it?
Jerry: When I begin a new part design review, I use it mainly to determine the best place to gate the part. That, coupled with talking with the customer on visual requirements. I want to make sure I’m not gating on an appearance surface. That’s kind of the first step is determining where I can gate it. Then, I would go in and model a 3D part file using a gate location and size that I think would fill the part based on the wall thickness of the part and on the material that they specify. Finally, I’d run a filling analysis to see if the part would fill.
If that is successful, then the next step would be to do a warpage analysis to see if there’s any internal stresses created by that gate location that was chosen and see if the part will work. If it will work, will it be acceptable to the customer in the final assembly of the part? Another thing that the filling analysis will do is give me an idea of where some visual defects may occur, such as weld lines and flow lines, which usually occurs or always occurs around openings in the parts or holes in the part. Sometimes we want to keep those weld lines off appearance surfaces. For example, if a gate would need to be moved to push that weld line in the location where it would be inaccessible for the customer to see.
Liz: You referenced the term gate a couple of times. That is where the materials come into the mold, correct?
Jerry: Yes. The plastic goes into what we call a runner, from a machine into a hot runner, then to a cold runner. Then the cold runner enters the gate. Think of the gate as where you open up into the part. So, the gate is where plastic first enters the part.
Liz: So, what would happen if a gate was incorrectly located?
Jerry: Well, once I do the filling analysis, if I share that with the customer and have them tell me “Yes, that’s okay,” or if it’s visually acceptable, and then we will review the warpage analysis, and if the part is able to be filled. If it wouldn’t fill, or if it was creating a visual defect that was unacceptable to the customer, then we would just pick a different gate location based off of their feedback of the visual requirements. We can run multiple analysis’ with multiple gate locations, just to emulate all that happens in the tool before we build the mold.
Liz: Is there any other critical information that the mold flow analysis would provide?
Jerry: It also lets us estimate cycle time, that is, how long it will take to fill the part, cool the part, and get it down to a temperature where it can be ejected from the mold. Knowing the cycle time information helps us better estimate the piece price. It provides a more accurate representation of what our costs would be and what the piece price would be.
If we get a warpage condition that is bad, we may determine to hold it in the mold for a little bit longer, which the software can simulate. And then, we’re going to see if we can get our warpage to an acceptable level, which helps us again, determine cycle time or how many parts we can produce in an hour, which influences piece price.
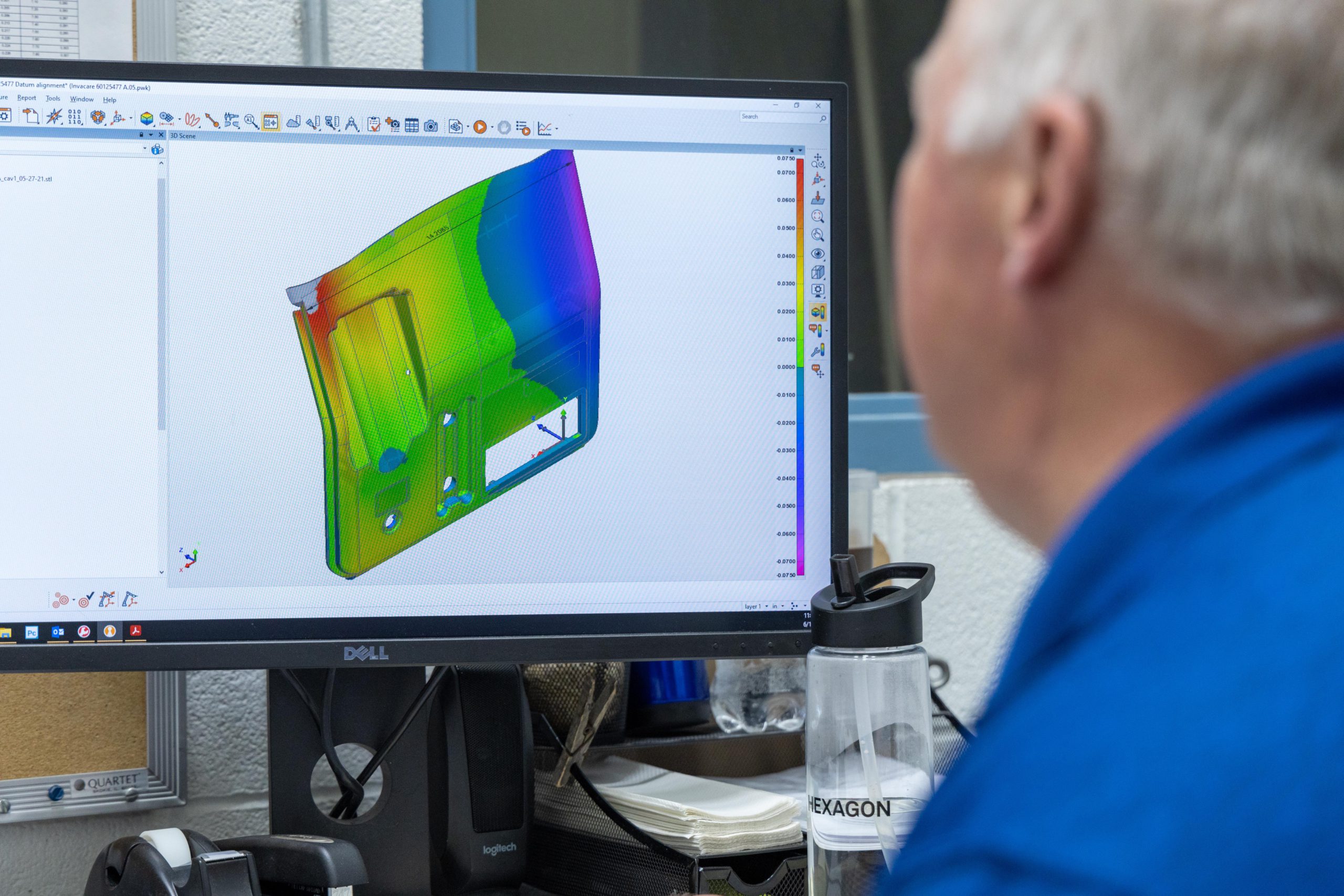
Ferriot engineer reviews MFA software simulation looking for opportunities to make improvements
Liz: All of that obviously influences not only the speed at which we can produce the parts, but also the quality of the parts, correct?
Jerry: Yes. If we go too fast, we could potentially have a quality issue. We use the MFA to make sure that the gates are in the proper locations, the material coming into the mold is going to do so smoothly, in the most timely, cost-effective manner and produce the best quality part for the customer.
To take it a step further, in every mold there are water lines flowing through it. The water helps the steel (of the mold) remain at a constant temperature. If we have some geometry that we’re concerned about in the part’s design that’s taking a really long time to cool, we can model-in water lines to cool that area of the mold better, to optimize the cooling of that part. We can model not only the plastic through the part, but we can also model the water lines going through the steel of the mold.
Liz: The objective is to make sure the whole part is cooling in a similar timeframe, and you don’t have parts that are hotter and cooling over a longer period of time.
Jerry: Right. If you have an area in the part that takes longer to cool and another area that cools much faster and will be solidified, if you eject it too fast, there could be a lot of opportunity for warping once you eject it. You want the whole part to cool down all at the same rate. Now, we can manipulate the steel or even manipulate the mold steel by using copper, which draws the heat out faster. If we force water into that copper, it pulls the heat out even faster.
Running the filling analysis gives us insight into problem areas in the parts, areas that we should pay attention to in the tool design, and that give us a good representation of what would happen inside that tool before we actually start cutting steel, which is where it gets really expensive. If you start making changes after you’ve started building the mold tool, you could be scrapping pieces of steel as well as man-hours, which is expensive. So, it’s not only beneficial from an engineering side, but it’s also more cost-efficient to do the MFA before you start building the tool.
Liz: The value of MFA on the tool design process and the overall troubleshooting process is certainly becoming much clearer. Using MFA early in the design and development of the part makes sense. As long as the customer has a pretty good feel for the shape and size of the part, using MFA really helps move forward with the tool design in the most cost-effective manner.
Jerry: Yes. We’ll step back a little bit further in the tool building process. Sometimes, I use MFA when I get a request to quote and we haven’t been awarded the job yet. So, I’ll use that to help give us a better idea of: Will the part fill? Is their design bad and we just can’t fill it? Then, maybe at the RFQ, we’ll go back to them at their time of quote and say, “Hey, we’ve quoted this way, but we see this issue or two that need to be addressed first.”
Now, we typically only do that for customers with whom we’ve had a longstanding relationship. We don’t always want to give our engineering work away for free, but if we have a good working relationship with a customer, then we’re more receptive to do that at no cost to them. Now, if we are awarded the job, then yes, we immediately start into: Is the part moldable? Where are we going to gate it? Are we sure it’s going to gate okay? Some of these items are very simple that we know it’s going to fill just from experience in the wall thickness and the material or the plastic. However, there are times when there’s a red flag, “Hey, I better run an analysis on this just to make sure we can fill it.”
To be clear, the mold flow analysis is not only helping guide the tool design, but it also can help guide the part and product design.
Liz: What if a customer doesn’t know what resin material to use in their part?
Jerry: Some customers do come to us with a part design, and they know the requirements of the part and they have narrowed it down to a classification of material. Based on that, and some of the physical requirements in its final assembly, we can make recommendations on some material to use, and run the filling analysis using different materials. This helps us guide the customer in selecting, not only the most cost-efficient resin, but one that would fulfill the physical requirements of the part after it’s molded. Instead of building a mold and just trying a bunch of different plastics with it, if they’re not 100% confident on the resin that they want to use, but have their specific requirements defined, we can take those requirements of the plastic and help them narrow down the selection.
Liz: So, it’s entirely possible that a customer could come to you and say, “This is the resin I want to use for my part,” and after you’ve completed the MFA, you guys might say, “Well, if you move from this resin to this resin, you’ll end up with a part that’s stronger and more durable for a little more cost.”
Jerry: Yes. Or, if resin A is okay, but resin B is less expensive and still performs the same, we can also prove to them that, “Hey, we can get a little bit of cost reduction if your design will allow it.” There are other considerations, things that could impact that, such as UL approval, other agency approvals, that kind of stuff. We must be careful with these recommendations, as some resins are approved and some are not.
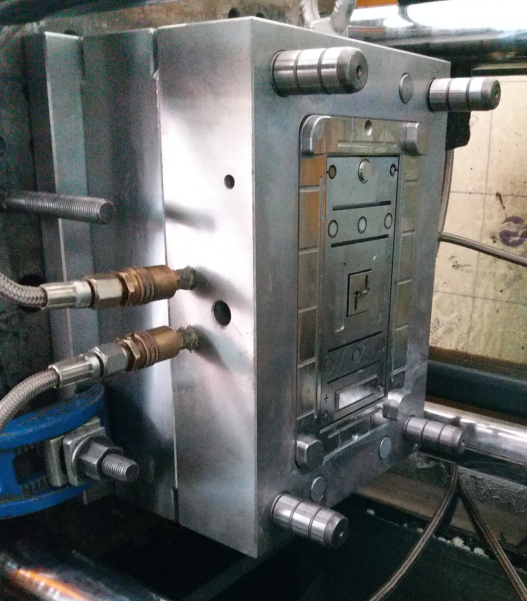 Use of MFA can help avoid problems before completing a mold and taking the part to press
Use of MFA can help avoid problems before completing a mold and taking the part to press
In part 2, we’ll answer the questions:
- What are the typical problems that you find when you do the MFA?
- Is MFA pretty common process in injection molding with other companies?
- Are there any interesting pain points that you were able to solve using this process?
- Are there any unique benefits that you’ve been able to offer customers because of having it, especially having it in house?
- How frequently do you find issues when you’re dealing with mold transfers?
- How would you summarize the mold flow analysis (MFA) process advantage?

